
آموزش کار با PLC نرم افزار های دلتا
آموزش نرم افزار WPL Soft قسمت دوم
نرم افزار های برنامه نویسی مخصوص PLC های دلتا WPL Soft , ISP Soft می باشند.ما در این مقاله به امکانات و کاربرد های این برنامه ها می پردازیم .
از جمله امکانات این نرم افزار ها عبارت اند از :
- اصلاح برنامه در حال online
- تست و مانیتور کردن برنامه در حالت شبیه سازی بدون نیاز به PLC
- زبان برنامه نویسی LADDER در حالت بسیار ساده

در PLC برنامه از قسمت سمت چپ به راست و از بالا به پایین اجرا می گردند و سپس بعد از اجرای کامل برنامه دوباره اجرای برنامه شروع خواهد شد.توجه داشته باشید که اگر چه شکل دیاگرام به صورت نردبانی در مدار های فرمان و برنامه های PLC یکسان می باشد اما در نحوه ی پردازش باهم فرق دارند.
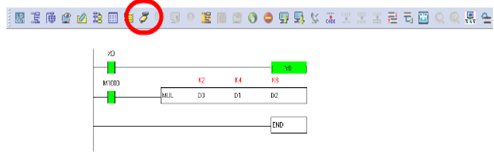
در این قسمت به حل چند مثال برای یادگیری بیشتر شما می پردازیم :
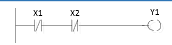
- کاربرد AND :در این مثال زمانی خروجی فعال می گردد که دو ورودی X0 و X1 هردو وصل شده باشند.

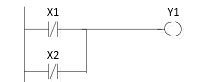
- کاربرد OR : در این مثال زمانی خروجی فعال میگردد که یکی از دو ورودی A یا B وصل شده باشند.
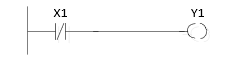
- کاربردNOT : در این حالت بویین خروجی X0 و ورودی X0 عکس یکد یگر باشند.
- کاربرد NAND: ابن حالت مخالف حالت AND می باشد.
- کاربری NOR : این حالت نیز مخالف OR است.
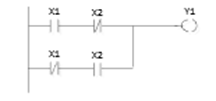
- کاربری XOR :

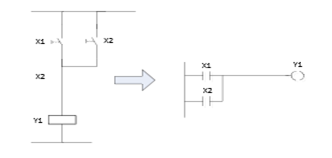
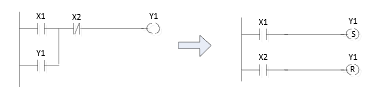
- مدار خود نگهدار:
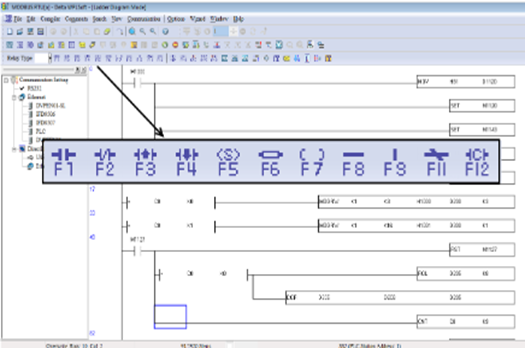
انجام برنامه نویسی به زبان LADDER :
نحوه ی انجام این عملیات در سیستم PLC :
ابتدا PLC تمام ورودی های موجود را چک کرده (Scan Input) و پس از پیدا کردن ورودی ها تمام ورودی های که وصل هستند از نظرPLC برابر 1 و ورودی هایی که قطع هستند معادل 0 قرار می گیرد.
Scan Time:
CPU برنامه موجود در حافظه را خط به خط خوانده و سپس اجرا می کند و بعد از پایان اجرای برنامه وضعیت خروجی ها را به واحد خروجی فرستاده و این مراحل دوباره تکرار می شود.کل زمان مراحل انجام شده را Scan Time مینامند. (Scan Inputs + Scan Program+ Scan Outputs)
Watch Dog Timer:
مدت زمانی که برای این مراحل صرف می شود 0.2 ثانیه می باشد اما اگر بیش از این 0.2 ثانیه طول کشید نشان دهندهی این مطلب می باشد که قسمت هایی از PLC دچار مشکل شده است پس قسمتی به نام تایمر سگ نگهبان (Watch Dog Timer) فعال گردیده و تمام خروجی ها را غیر فعال می کند تا عملکرد اشتباه PLC دچار حادثه نشود مقدار این زمان را می توان با استفاده از رجیستر D1000 تغییر داد.
تاخیر زمانی PLC:
فرض کنید که در یک برنامه با وصل یک ورودی یک خروجی را فعال کند.حال اگر تصادفا ورودی در لحظه ای وصل شود کهPLC مرحله ی خواندن ورودی ها را تمام کرده باشد در آن زمان باید به اندازه ی یک اسکن کامل منتظر بمانید تا وضعیت این ورودی بهCPU انتقال پیدا کند که این تاخیر را تاخیر زمانی PLC می نامیم.
سخت افزاری PLC :
از طرفی دیگر به دلیل نویز های که در محیط های صنعتی موجود است ورودی ها عموما دارای فیلتری هستند که باعث تاخیر در دریافت ورودی به وجود می آورد که حدود 10ms می باشد و اگر نوع خروجی از نوع رله ای باشد همین مدت زمان برای وصل به خروجی لازم خواهد بود که مجموع این دو زمان را سخت افزاری PLC می گویند.
پاسخ زمانی PLC :
مجموع تاخیر نرم افزاری و سخت افزاری می باشد.
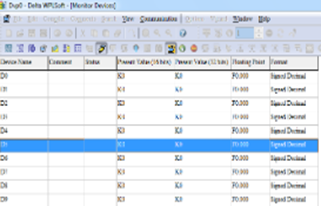
مانیتور کردن رجیسترها و ورودی ها و خروجی های PLC :
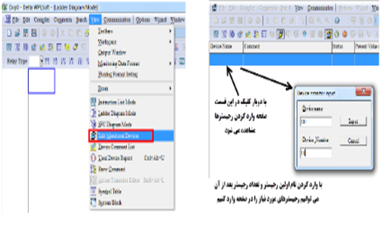
برای این کار گزینه ی Edit Monitored Devices را از منوی View انتخاب نموده و می توانید مقادیر ریجسترها را مشاهده کنید یا آن ها را تغییر دهید.
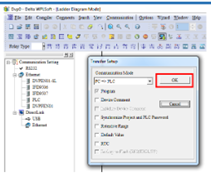
نحوه ی انتقال برنامه به PLC:
برای انتقال برنامه به PLC اول باید بین کامپیوترتان و PLC ارتباط برقرار کنید:

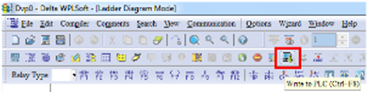
بعد از اینکه از اتصال صحیح بین کامپیوتر و PLC مطمئن شدید گزینه ی Write to PLC باعث انتقال برنامه ها به PLC می شود.
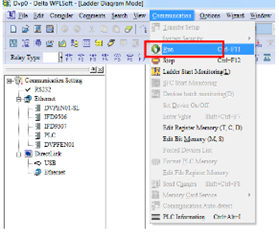
اجرای برنامه:
برای اجرای برنامه باید گزینه ی RUN را از منوی Communication انتخاب نمایید.
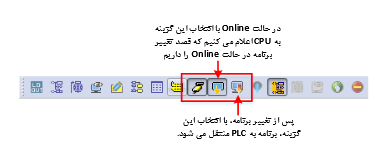
حالت On Line:
انتخاب این گزینه باعث می شود تا برنامه ی نوشته شده را در حالت On Line به PLC وصل شده و مقادیر رجیستر ها و حالتهای ورودی و خروجی را مشاهده کنید.
تغییر دادن برنامه در حالت On Line:
نکته : رجیستر ها به دو دسته تک بیتی و 16 بیتی تقسیم می شوند برای رجستر های 32 بیتی از دو رجستر 16 استفاده می شود که در قسمت بعدی آموزش نرم افزار WPL SOFT با آن آشنا می شوید.

ارسال یک دیدگاه